 аТЮХзЪбЖЙЋЫОЖЏЬЌЯъЯИФкШн
аТЮХзЪбЖЙЋЫОЖЏЬЌЯъЯИФкШн
ЗЂВМЪБМфЃК2014-03-20ЁЁЁЁфЏРРЃК2060ДЮЁЁЁЁзжКХЃКДѓЁЁжаЁЁаЁ
жЦНЌдьжНЙ§ГЬжННЌХЈЖШЕФПижЦ
дьжНЙЄвЕЩњВњвЊОЙ§БИФОЁЂжЦНЌЁЂГжНЕШЙЄађЁЃЦфжаГжНЙЄађзюживЊЃЌАќРЈжНСЯжЦБИЁЂГжНЁЂЭъГЩећРэЕШЙ§ГЬЃЌЫќВЛНіЪЧдьжНЩњВњЕФЙиМќЃЌОіЖЈзХжНвГЕФВњСПЁЂжЪСПЃЌЖјЧвЛЙЪЧФмКФзюЖрЕФВПЗжЁЃЖдгкДѓЖрЪ§жНжжРДЫЕЃЌЮЊСЫЬсИпжНвГЕФЧПЖШЁЂБэУцДжВкЖШЕШжЪСПЃЌжННЌГЇЩњВњЕФЦЏАзНЌвЛАуВЛжБНггУРДГжНЃЌЖјЪЧАДвЛЖЈБШР§МгШЫШОСЯЁЂЛЏбЇЬэМгМСКЭЬюСЯЃЌгУДђНЌЛњКЭФЅНЌЛњЖдЯЫЮЌНјааЛњаЕДІРэЃЌЪЙжННЌФмЪЪКЯгкдьжНЁЃБОНкМђЕЅНщЩмжЦНЌдьжНЙ§ГЬжавЛаЉПижЦЯЕЭГЁЃ
жНСЯжЦБИЙ§ГЬжаБиаыПижЦжННЌЕФХЈЖШЁЃетРяЕФЁАХЈЖШЁБЪЧжИОјИЩЯЫЮяСЯдкжННЌКЭЫЎЕФЛьКЯЮяжаЕФжиСПАйЗжЪ§ЁЃШЫЙЄВтСПХЈЖШЕФЗНЗЈАќРЈШЁбљЁЂГЦжиЁЂГ§ШЅЪдбљжаЕФЫЎЗжЁЂдйГЦГіЪЃгрЪдбљЕФжиСПЕШВНжшЁЃетжжЗНЗЈЪЪКЯгкГщбљМьВщЃЌЕЋВЛЪЪКЯгкСЌајПижЦЁЃСЌајПижЦЪБвЊЧѓЖдХЈЖШЕФБфЛЏНјааЪЕЪБЕФЁЂдкЯпЕФМьВтЁЃЙЄвеЩЯвЛАувЊдкИпХЈЯТДЂДцжННЌЃЌвдМѕаЁДЂНЌГиЕФШнЛ§ЁЃЕЋЪЧгУЙмТЗЪфЫЭИпХЈжННЌВЛЕЋБШНЯРЇФбЃЌЖјЧваЇТЪЕЭЯТЁЃвђДЫЭЈГЃВЩгУХЈЖШПижЦЯЕЭГЯђДЂНЌГиГіПкЕФжННЌжаМгШЫЯЁЪЭЫЎЁЃ
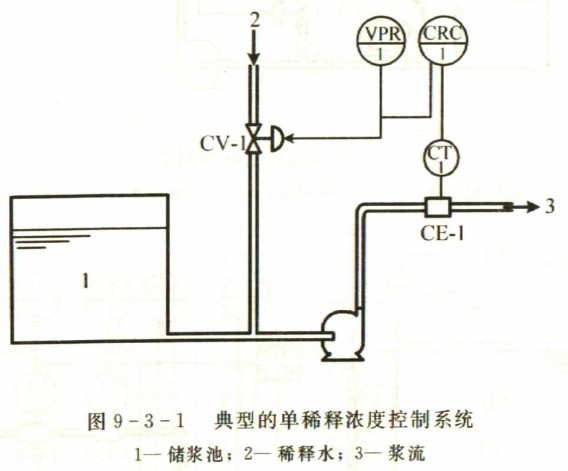
1.ЕЅЯЁЪЭПижЦЯЕЭГ
ЭМ9-3-1ЪЧвЛИіЕфаЭЕФЕЅЯЁЪЭПижЦЯЕЭГЃЌЭЈГЃетжжЯЕЭГЪЙжННЌХЈЖШНЕЕЭ0.5%ЁЊ1%ЁЃИУЯЕЭГгЩХЈЖШМьВтЕЅдЊCE-1ЁЂХЈЖШБфЫЭЦїCT-1ЁЂИЈжњМЧТМвЧVPR-1ЁЂХЈЖШМЧТМПижЦЦїCRC-1ЃЌвдМААВзАдкЯЁЪЭЫЎЙмЩЯЕФПижЦЗЇCV-1ЫљзщГЩЁЃ
2.ЫЋЯЁЪЭПижЦЯЕЭГ
ЕБвЊЧѓжННЌХЈЖШЕФЯЁЪЭСПГЌЙ§0.5%ЁЊ1%ЪБЃЌЭЈГЃЪЙгУЭМ9-3-2ЫљЪОЕФЫЋЯЁЪЭПижЦЯЕЭГЃЌЭЈЙ§СНВНМгЫЎРДЪЕЯж.дкХЈЖШДѓгк6%ЕФИпХЈНЌГиЩЯЦеБщЪЙгУИУЗНАИ.ЮЊСЫБугкБУЪфЫЭжНСЯЃЌдкДЂНЌГиЕзВПМДЯЁЪЭЧјМгЫЎЃЌАбжНСЯХЈЖШЯЁЪЭЕН4%зѓгвЃЌдйгУРрЫЦгкЭМ9-3-1ЫљЪОЕФХЈЖШПижЦЯЕЭГНјааЖўДЮХЈЖШПижЦЁЃвЛДЮЯЁЪЭЪЧЭЈЙ§ПижЦЦїCICвЛ1AКЭПижЦЗЇCVвЛ1AМгШыДѓВПЗжЫЎРДЭъГЩЕФЁЃетИівЛДЮХЈЖШПижЦЦївЛАуПЩЪЙгУБъзМБШР§ПижЦЦїЃЌЛђЮЛЪНПижЦЦїЁЃИУПижЦЦїЕФЪфШыаХКХРДздЖўДЮЛиТЗжаЕФПижЦЦїCRC-1ЯђПижЦЗЇCV-1ЪфГіЕФаХКХЁЃ
3.СїСПВЙГЅ
ЫЋЯЁЪЭХЈЖШПижЦЯЕЭГдкДѓЖрЪ§ЙЄГЇФмТњзуЩњВњвЊЧѓЁЃЕЋЪЧЕБДЂНЌГиЕФЭЈЙ§СПЛђНЌЕФСїЫйгаНЯДѓБфЛЏЪБЃЌБиаыЖдПижЦЗНАИНјааИФНј.дкЭМ9-3-3жаЃЌЫЋЯЁЪЭЯЕЭГгжВЙГфСЫвЛИіШЁздгкЕчДХСїСПМЦFE-2ЕФСїСПаХКХРДЪЕЯжХЈЖШПижЦ.ИУСїСПаХКХдкМЦЫуМЬЖЏЦїжагыИБПижЦЦїCIC-1AЕФЪфГіаХКХЛуКЯЃЌМЦЫуМЬЖЏЦїдкетРяГфЕБСЫвЛИіДјгае§ЦЋВюЕФ1:1жаМЬЦїЃЌЦфЦЋжЕгЩСїСПБфЫЭЦїFT-2ЬсЙЉЃЌВЂЧвПЩвдЭЈЙ§ШЫЙЄНјааЕїећ.етбљЕБНЌСЯЕФЭЈЙ§СПЗЂЩњНЯДѓЕФБфЛЏЪБЃЌПЩвджиЕївЛДЮЯЁЪЭЫЎПижЦЗЇCV-1AЃЌДгЖјИФБфМгЫЎСПЁЃЪЙНЌСЯЕФХЈЖШЮЌГждкРэЯыЕФЪ§жЕЩЯЁЃ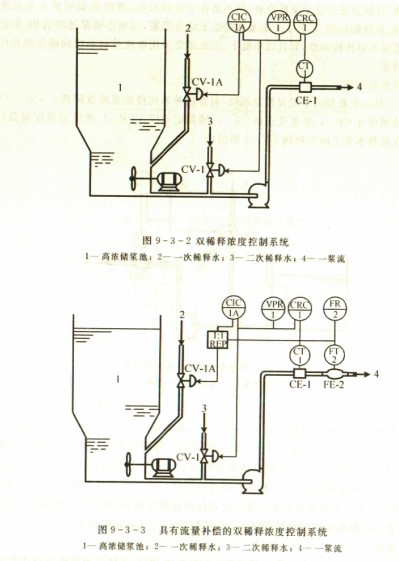
| ЩЯвЛЦЊЃКЙјТЏвКЮЛШ§ГхСПвКЮЛПижЦЯЕЭГ |
| ЯТвЛЦЊЃКЗРИЏДХЗАхвКЮЛМЦдкЙЄвЕЗЂеЙжаЕФзїгУ |

ЩЈвЛЩЈЃЌЙизЂЮвУЧ

